現物の形状を高精度にデジタル化するものづくり支援技術
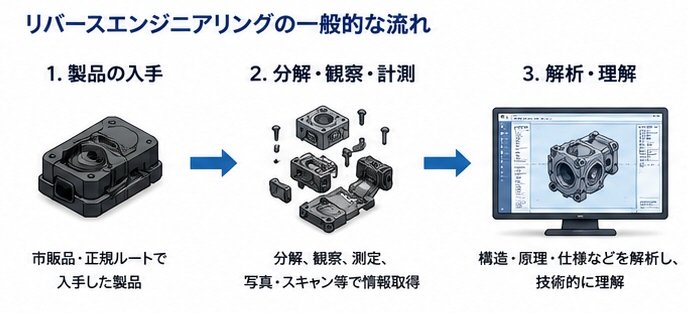
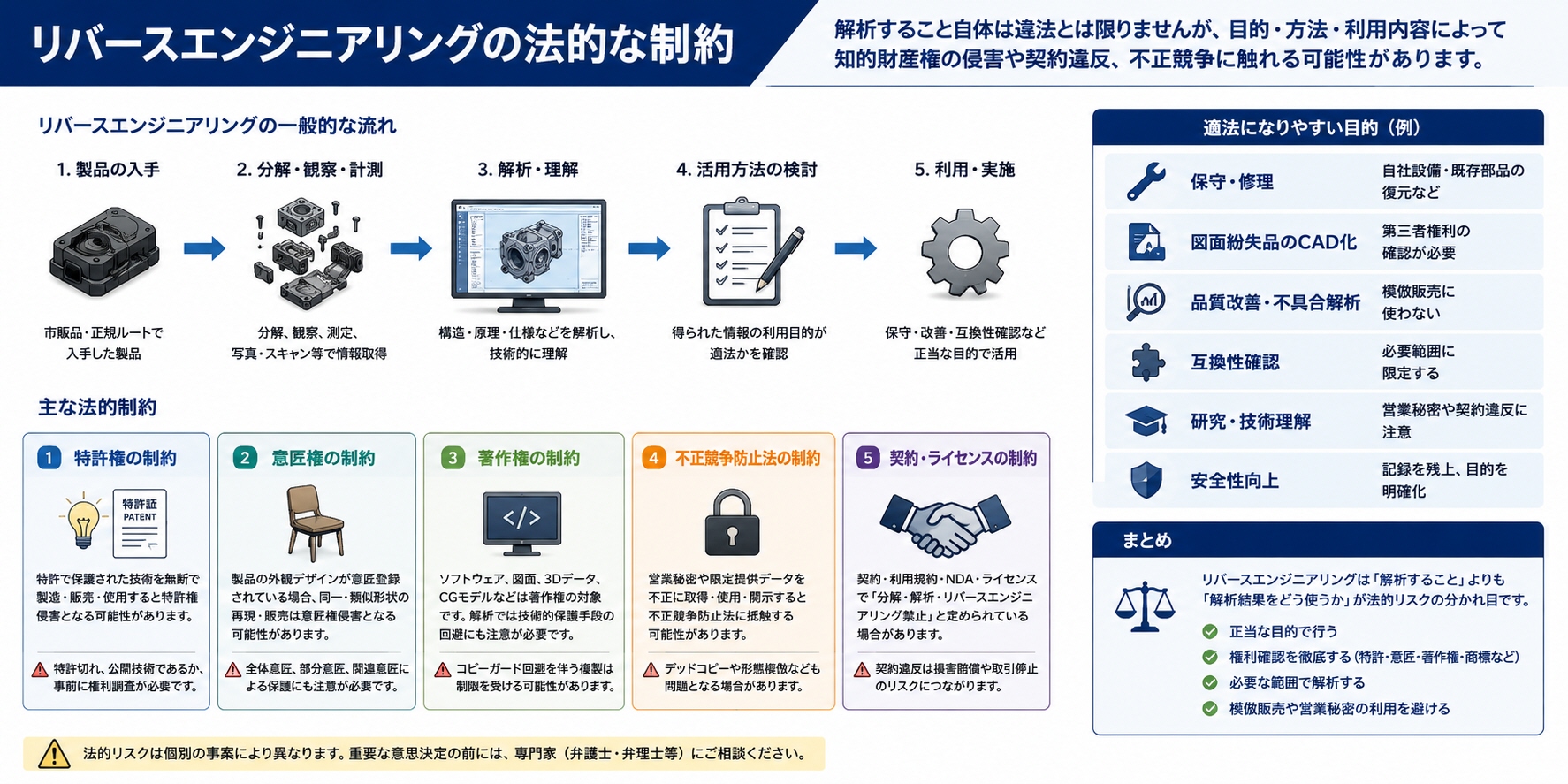
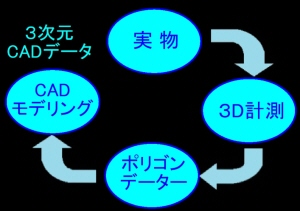
3次元計測技術とは、実物の形状を立体的に測定し、寸法・曲面・凹凸・位置関係などをデジタルデータとして取得する技術です。従来のノギスや三次元測定機による点測定だけでは把握しにくい複雑な自由曲面や、図面のない部品、摩耗した金型、鋳造品、樹脂成形品なども、3Dスキャナーを用いることで短時間に形状データ化できます。
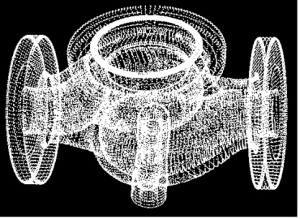
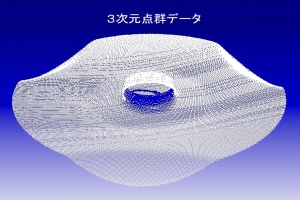
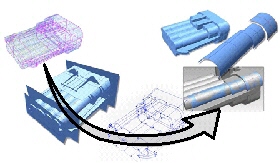
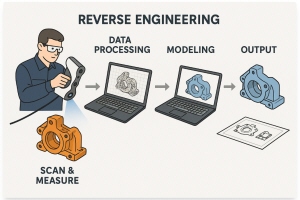
取得したデータは、点群データやポリゴンデータとして処理され、必要に応じてCADデータ化、寸法検査、設計データとの比較、リバースエンジニアリング、品質管理などに活用されます。特に製造業では、現物から正確な形状情報を得ることで、図面復元、部品の再製作、金型修正、試作品評価、量産品の検査など幅広い工程を効率化できます。
3次元計測技術の主な方式
3次元計測には、光学式、レーザー式、接触式、CT式などさまざまな方式があります。光学式3Dスキャンは、対象物にパターン光を投影し、カメラで読み取ることで形状を取得します。短時間で広範囲を測定でき、工業部品や樹脂製品、金型、デザインモデルなどに適しています。
レーザー式3Dスキャンは、レーザー光を対象物に照射し、反射情報から距離や形状を計測します。複雑な曲面や大型部品の測定にも対応しやすく、設備部品や鋳造品、機械部品の形状取得に活用されています。CT式3次元計測では、外観だけでなく内部構造や欠陥、肉厚分布まで非破壊で確認できるため、鋳巣や気泡、内部割れの検査にも有効です。
3次元計測でできること
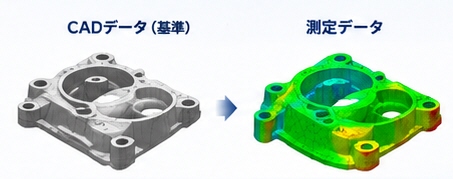
3次元計測技術を活用することで、現物とCADデータの差を色分けして確認する偏差解析、摩耗や変形の確認、組付け部品の干渉チェック、金型の修正箇所の把握などが可能になります。また、図面が残っていない古い部品でも、現物から形状を取得し、再製作用のCADデータを作成することができます。
さらに、複雑な曲面を持つ製品や、手作業で仕上げられた部品、試作品、職人加工品などもデジタル化できるため、設計・製造・検査の各工程でデータを共有しやすくなります。これにより、品質の安定化、開発期間の短縮、製造コストの削減につながります。
製造業における3次元計測技術のメリット
3次元計測の大きなメリットは、現物の形状を可視化し、数値データとして管理できる点です。目視や手作業の測定では判断しにくい微細な歪みや変形も、3Dデータとして比較することで客観的に評価できます。
また、測定結果をCADやCAE、CAMと連携することで、設計変更、解析、加工、検査まで一貫したデジタル工程を構築できます。現物合わせに頼っていた作業をデータ化することで、属人化を防ぎ、再現性の高いものづくりを実現します。
3次元計測技術は現物管理のデジタル化に不可欠
近年、製造現場では図面のない部品、海外製部品、老朽化した金型、廃番部品の再製作など、現物から正確な情報を取得するニーズが高まっています。3次元計測技術は、こうした課題に対して、形状を正確に記録し、設計や製造に活用できるデータへ変換する重要な技術です。
現物の状態を正しく把握し、必要な形でデジタルデータ化することで、製品開発、品質保証、保守部品の再生、金型メンテナンスなど、ものづくりの幅広い場面で大きな効果を発揮します。3次元計測技術は、製造業のデジタル化と高精度な品質管理を支える基盤技術といえます。
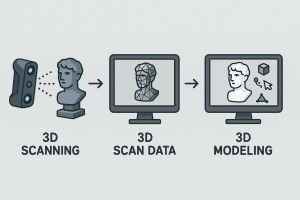
「3次元計測技術(3D計測技術)」とは、物体の形状や寸法、位置情報などを三次元空間で高精度に測定・解析する技術のことです。以下に、概要と主な種類、用途について紹介します。
■ 1. 3次元計測技術の概要
3次元計測は、物体の「幅(X軸)」「奥行き(Y軸)」「高さ(Z軸)」を含む立体的な情報を取得します。これにより、正確な形状の復元や比較、品質評価、シミュレーションなどが可能になります。
■ 2. 主な3次元計測技術の種類
| 技術名称 |
特徴 |
主な用途 |
| レーザースキャナー |
レーザー光を対象に照射し、反射時間や位相差で距離を測定。高速・高精度。 |
建築、土木、遺跡保存、自動運転 |
| 構造光スキャナー |
パターン化された光(格子など)を照射し、カメラで歪みを解析。高精度。 |
工業製品の検査、美術品保存 |
| ステレオカメラ方式 |
2台のカメラで撮影し、視差から距離を算出。 |
ロボットビジョン、障害物検知 |
| 接触式プローブ(CMM) |
プローブで直接物体に接触して点を取得。非常に高精度。 |
精密機械部品の検査 |
| フォトグラメトリ(写真測量) |
複数の写真から3D形状を再構成。コストが低く自由度が高い。 |
遺跡、地形測量、文化財保存 |
■ 3. 主な用途・活用分野
■ 4. メリットと課題
メリット:
-
非接触で測定できる(対象物を傷つけない)
-
複雑な形状でも高精度にデジタル化可能
-
自動化・高速化による効率向上
課題:
-
光沢・透明な対象物は計測が難しい
-
環境光の影響を受けることがある
-
データ処理・解析に専門的知識が必要
以下に、日本国内での3次元計測技術の導入事例を分野別に紹介します。製造業から文化財保護、建設業まで、幅広い場面で実際に活用されています。
■ 1. 製造業:部品検査・リバースエンジニアリング
▶【トヨタ自動車】
-
導入機器:GOM ATOS(構造光スキャナー)、CMM(三次元測定機)
-
用途:金型部品の寸法検査、開発初期の試作品の形状確認
-
効果:従来の接触式に比べ、複雑な形状でも高速・非接触で測定可能に。
▶【キヤノン】
■ 2. 建設・土木:構造物や地形の3D測量
▶【大林組】
-
導入機器:Leica RTC360(レーザースキャナー)
-
用途:ビル建設における構造フレームの測定と進捗管理
-
効果:BIMとの連携で、施工精度向上と工程管理の効率化。
▶【国土交通省(インフラ点検)】
-
使用技術:ドローン+Pix4Dmapper(写真測量)
-
用途:山間部道路の斜面崩壊リスクの測量・3Dマップ作成
-
効果:従来の人手での測量を省力化、安全性とスピードを向上。
■ 3. 医療・義肢製作
▶【国立障害者リハビリテーションセンター】
■ 4. 文化財・歴史資料のデジタル保存
▶【奈良文化財研究所】
-
導入機器:構造光3Dスキャナー、フォトグラメトリ(Metashape)
-
用途:古墳壁画や仏像などの形状・色彩のデジタルアーカイブ
-
効果:保存と研究の両立、VR展示や修復検討にも活用可能。
■ 5. エンタメ・ゲーム制作
▶【株式会社スクウェア・エニックス】