鍛造(たんぞう)は、金属材料を加熱し、プレスやハンマーを使って形を変える加工方法のことを伺います。鍛造によって製造される部品は「鍛造部品」と呼ばれ、多くの産業で以下に、鍛造部品に関連するいくつかのポイントを挙げてみましょう。
鍛造部品の特性
- 強度:鍛造は材料の結晶構造を改善し、その結果、強度と耐久性が向上します。
- 寿命: 鍛造部品は耐摩耗性が高く、長寿命です。
- 精度:高精度の鍛造部品を製造することが可能です。
偽造の種類
- 自由鍛造: 材料に任意の力を加えて形を作ります。比較的単純な形状の部品を作るのに適しています。
- 型鍛造:後継設計した型を用いて、精密な形状の部品を製造します。
鍛造部品の用途
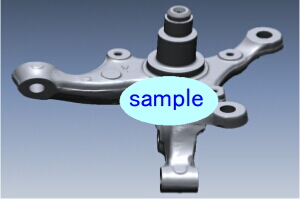
- 自動車産業:クランクシャフトやコネクティングロッドなどのエンジン部品を製造されるのに鍛造が利用されます。
- 航空産業:タービンブレードやその他の高強度部品の製造に使用されます。
- 機械建設:重機のアームや関節部分の製造に利用されます。
鍛造部品の材料
- 鋼:高強度の部品を製造するのに広く使用されます。
- アルミニウム:軽量かつ耐腐食性が高いため、航空宇宙産業などで利用されます。
- チタン:宇宙航空産業で利用される高価だが高性能な材料です。
製造工場
鍛造部品の製造工程は、設計、原材料の準備、加熱、鍛造、冷却、および仕上げ加工など、いくつかのステップから構成されます。
設計と検証
部品の設計と試作を行い、その後テストと検証を行うことで、部品が設計基準を満たしているかどうかを確認します。
このように鍛造部品は、その強度と耐久性から多くの産業において重要な役割を果たしています。また、高品質の部品を製造するためには専門の知識と技術が必要とされています。